I. Basic Classification of Reamers
Based on their tool shape, reamers can be broadly divided into two types: straight flute reamers and spiral flute reamers. Among them, spiral flute reamers can be further categorized into left-hand cut, right-hand helix (often called left-hand cut, right-hand cut in Chinese context) and right-hand cut, left-hand helix (often called right-hand cut, left-hand cut in Chinese context).
II. Differences Between Straight Flute and Spiral Flute Reamers
1. Advantages and Applicable Scope of Straight Flute Reamers:
· Easy to Regrind: Straight flute reamers have a simple structure, making them easier to repair and regrind after machining, resulting in lower maintenance costs.
· High Cost-Effectiveness: For the same diameter specification, straight flute reamers are more cost-effective than spiral flute reamers, making them more suitable for bulk purchasing.
· Suitable for Shallow Holes: They are particularly suitable for machining shallow holes where the hole depth is within 3 times the diameter. This is because chips are not easily discharged and tend to remain in the flutes; using them for deep holes may lead to poor chip evacuation.
· Suitable for Brittle Materials: For materials with good brittleness, low toughness, and easy chip breaking, such as cast iron and common carbon steel. In finishing operations, straight flute reamers offer more stable dimensional control and better cutting edge guidance.
2. Advantages and Application Environment of Spiral Flute Reamers:
· Higher Hole Wall Quality: Compared to straight flute reamers, spiral flute reamers offer greater stability during the reaming process, resulting in better surface quality of the machined hole wall.
· Suitable for Deep Holes: When the hole depth exceeds 3 times the diameter, spiral flute reamers effectively discharge chips through their helical flutes, making them more efficient.
· Suitable for Tough Materials: Ideal for tough metal materials that do not easily break chips, such as stainless steel and various alloy steels.
· Handles Poor Machining Conditions: In adverse machining conditions with poor machine stability or significant vibration, spiral flute reamers provide smoother cutting, less vibration, and balanced cutting forces, thereby more effectively ensuring hole accuracy and surface quality.
III. How to Choose Between Left-Hand Cut, Right-Hand Helix and Right-Hand Cut, Left-Hand Helix Reamers?
1. Left-Hand Cut, Right-Hand Helix Reamers (Commonly referred to as Left-Hand Cut, Right-Hand Cut in Chinese context)
· Mainstream Choice: These are currently the most widely used reamers in the market.
· Chip Evacuation Direction: Chips are discharged downwards along the reamer's rotation direction, making them more suitable for through-hole machining.
· Less Demanding on Machining Allowance: Left-hand helix reamers have slightly weaker cutting action, making them suitable for situations where the pre-drilled hole has a smaller allowance.
· Slightly Weaker Performance on Hard Materials: Their cutting performance is slightly inferior to right-hand helix reamers when machining harder materials.
2. Right-Hand Cut, Left-Hand Helix Reamers (Commonly referred to as Right-Hand Cut, Left-Hand Cut in Chinese context)
· Opposite Chip Evacuation Direction: Right-hand helix reamers discharge chips upwards, so theoretically, they are more suitable for blind hole machining.
· More Difficult Chip Evacuation: Especially when machining tough materials that produce continuous chips, it is often difficult for chips to be discharged smoothly against gravity, frequently leading to scratching of the hole wall.
· Lower Actual Usage Rate: Therefore, in many blind hole machining scenarios, left-hand cut, right-hand helix reamers are still preferred to avoid machining defects caused by poor chip evacuation.
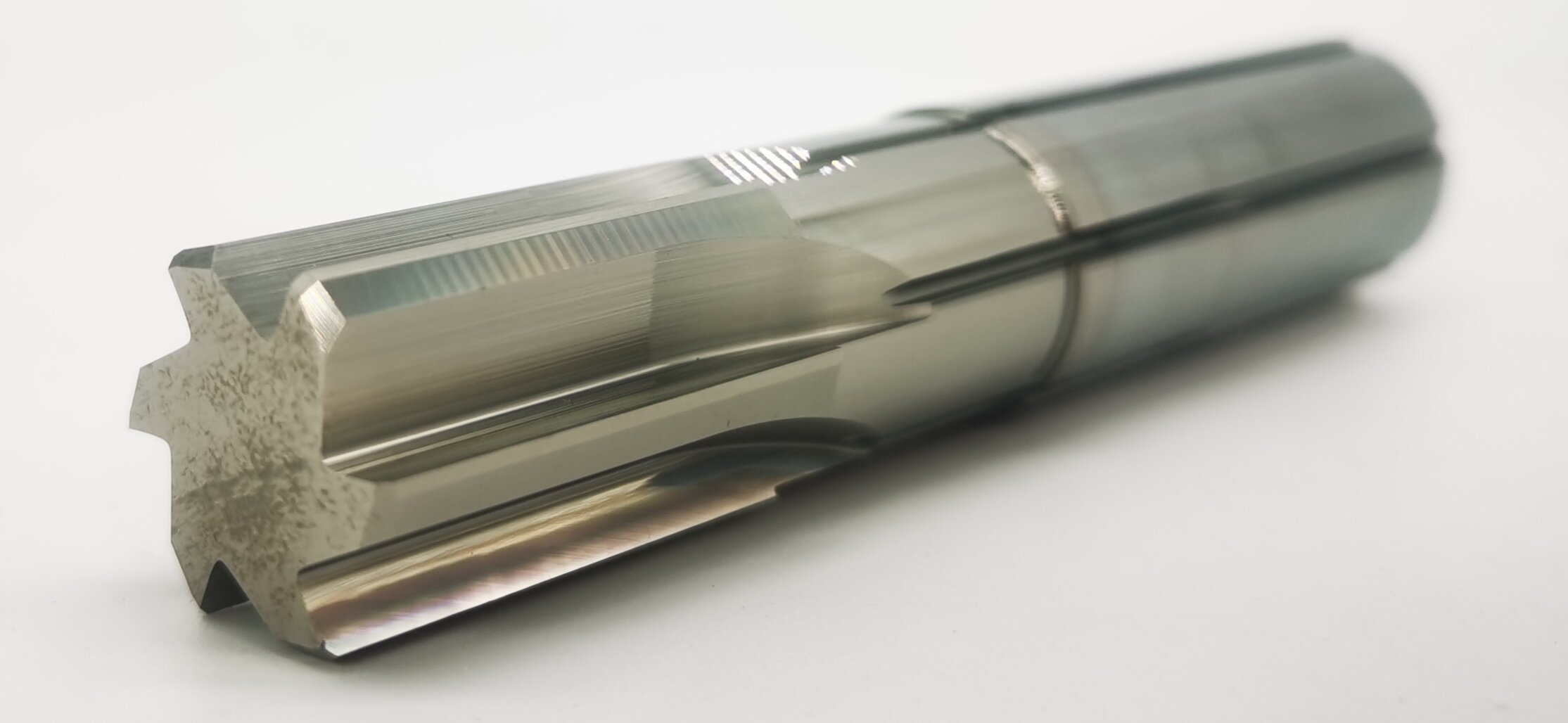
IV. Special Advantages of Reamers with Bottom Cutting Edges (Blind Hole Reamers)
Reamers with bottom cutting edges combine the principles of milling cutters and reamers, designed as high-performance tools specifically for blind hole machining.
· Strong Bottom Forming Capability: When there are clear requirements for the flatness of the blind hole bottom, choosing a reamer with a bottom cutting edge ensures the quality of the bottom machining.
· Correction Function: In cases of crooked, slanted, or slightly bent holes, reamers with bottom cutting edges can provide automatic guiding and correction effects.
· Improved Positional Accuracy: For parts with strict positional accuracy requirements for holes, using reamers with bottom cutting edges can effectively guarantee precision during machining.
V. Summary and Recommendations
Choosing the appropriate reamer affects not only the hole's dimensional accuracy and surface quality but also production efficiency and workpiece consistency.
· For machining shallow holes or brittle materials, choose cost-effective straight flute reamers.
· For machining deep holes or tough materials, spiral flute reamers are recommended for smoother chip evacuation and higher stability.
· For scenarios involving blind holes, high positional accuracy requirements, or flat bottom surfaces, reamers with bottom cutting edges are suggested.
· Regarding the choice between left-hand cut, right-hand helix and right-hand cut, left-hand helix, left-hand cut, right-hand helix remains the mainstream in practical use, showing more stable performance, especially in through-hole and some blind hole machining.
If you encounter technical difficulties during actual machining, please feel free to contact me at any time. Changzhou QT TOOLS, your trusted cutting tool application expert!