





Solid Carbide UNC/UNF Thread Mill Cutter - 3-Tooth Design, AlCrN Coated for Hardened Steel (45-65 HRC)
Products Function
| Parameter | Specification |
| Product Name | UNC/UNF 3-Tooth Thread Mill Cutter |
| Thread Standard | American Unified (UNC / UNF) |
| Tip Angle | 60 Degrees |
| Design Type | 3-Tooth (3-Pitch) Cutting Edge |
| Material | Solid Carbide (Micro-grain) |
| Coating | ATNIS Multi-layer / AlCrN |
| Flutes | 3 or 4 Blades (Selectable) |
| Workpiece Hardness | HRC 45° - 65° (Quenched Steel) |
| Coolant | Air Blow (Recommended for Hardened Steel) / Mist |
| Machine Type | CNC Machining Center |
Standard: Designed for American Standard UNC / UNF threads (60° Tip Angle).
3-Tooth Geometry: Specialized 3-pitch teeth design reduces cutting pressure, ideal for deep hole threading and minimizing tool deflection.
Hard Material Expert: Engineered specifically for Quenched Steel (45°-65° HRC) and difficult-to-machine alloys.
Premium Coating: ATNIS / AlCrN multi-layer coating provides exceptional heat resistance and wear protection.
High Rigidity: Solid Micro-grain Carbide construction with 3 or 4 flutes for optimal chip evacuation.
Specifications
| UNF/UNC | Cutting Dia. | Cutting Length | Shank Dia. | Overall Length |
| No.0-80UN | D1.15 | 3.5L | D4 | 50L |
| No.1-72UN | D1.45 | 3.9L | D4 | 50L |
| No.1-64UN | D1.4 | 4.2L | D4 | 50L |
| No.2-56UN | D1.65 | 5L | D4 | 50L |
| No.3-48UN | D1.9 | 6L | D4 | 50L |
| No.4-40UN | D2.1 | 6L | D4 | 50L |
| No.5-40UN | D2.45 | 7.2L | D4 | 50L |
| No.8-36UN | D3.3 | 8.7L | D4 | 50L |
| No.6-32UN | D2.55 | 7.4L | D4 | 50L |
| No.8-32UN | D3.2 | 10L | D4 | 50L |
| No.10-32UN | D3.8 | 10.3L | D4 | 50L |
| No.10-24UN | D3.58 | 10.2L | D4 | 50L |
| 1/4-20UN | D4.88 | 13.4L | D6 | 60L |
| 1/4-28UN | D5.25 | 13.2L | D6 | 60L |
| 5/16-24UN | D6.68 | 16.5L | D8 | 60L |
| 5/16-18UN | D6.15 | 16.9L | D8 | 60L |
| 3/8-16UN | D6.7 | 19.1L | D8 | 60L |
| 7/16-14UN | D9 | 23.3L | D10 | 75L |
| 7/16-20UN | D9.55 | 23L | D10 | 75L |
Product Description
Achieve superior thread quality and extended tool life with our Solid Carbide UNC/UNF 3-Tooth Thread Mill. This tool is the perfect middle-ground between single-point cutters and full-profile cutters, offering the stability needed for deep hole machining in extremely hard materials.
Why Choose the "3-Tooth" Design?
The "3-Tooth" (or 3-Pitch) configuration engages fewer teeth simultaneously compared to a full-flute cutter. This significantly reduces radial cutting forces, preventing tool breakage and vibration (chatter), especially when threading deep holes in hardened steel. It offers faster cycle times than single-point tools while maintaining high process security.
Performance Highlights:
Master of Hardened Steel:
With a substrate of ultra-fine micro-grain carbide and our proprietary ATNIS / AlCrN composite coating, this cutter withstands the high temperatures generated when machining 45-65 HRC quenched steel.
Precision UNC/UNF Profiles:
Ground to exact 60° tip angles, ensuring compliance with American Unified Coarse (UNC) and Fine (UNF) thread standards.
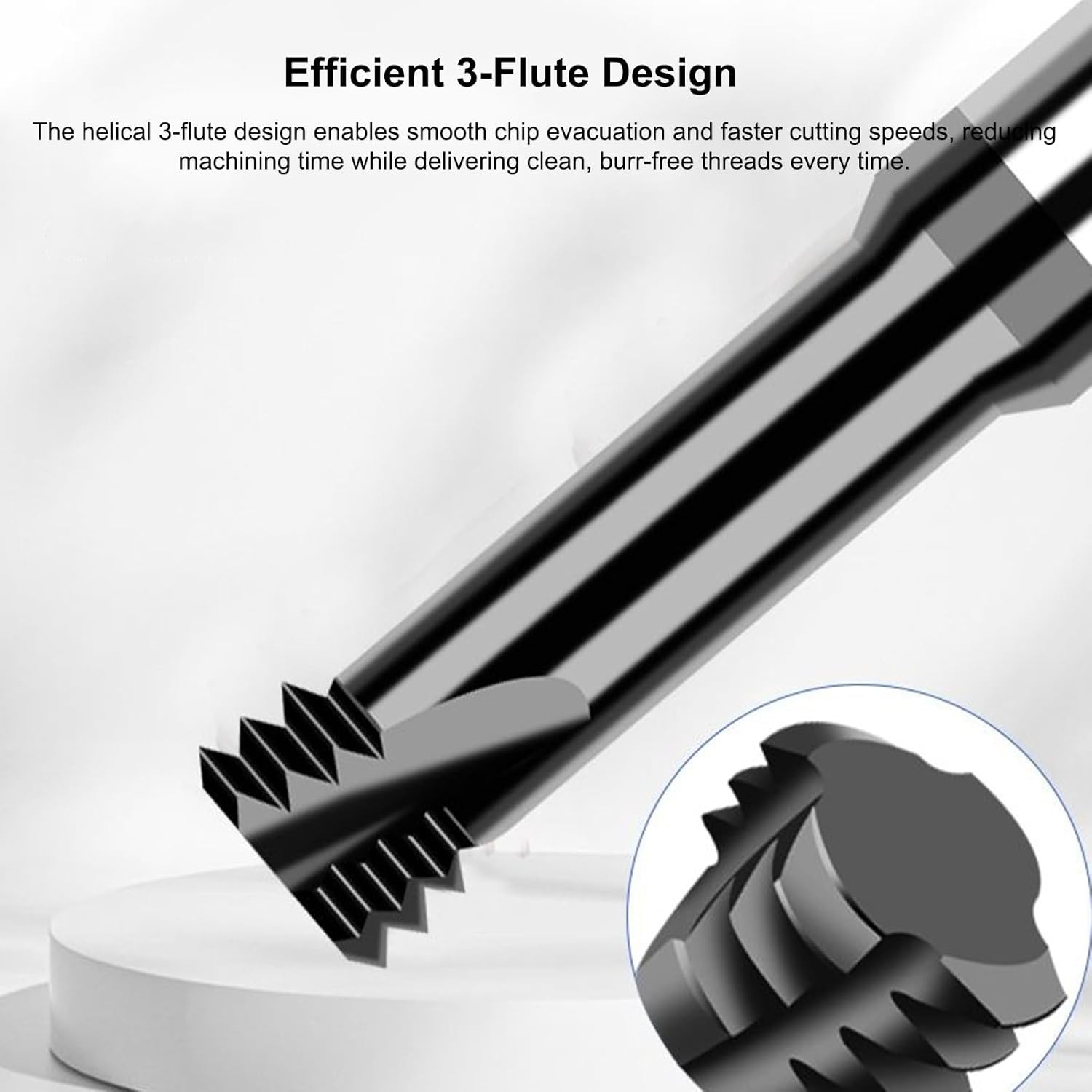
Optimized Chip Evacuation:
Available in 3 or 4 flute configurations, the helical flute design efficiently evacuates chips from deep holes, preventing clogging and surface damage.
Versatility:
Suitable for CNC Milling Centers. Capable of cutting both right-hand and left-hand threads with the same tool via helical interpolation.
Applications:
Mold and Die making (Hardened Tool Steel).
Automotive components (High-strength alloys).
Aerospace parts requiring deep, precise threads.
FAQ
Q: What is the advantage of a 3-Tooth thread mill over a full-flute thread mill?
A: A 3-Tooth mill generates significantly less cutting pressure. This makes it ideal for deep hole threads or when machining hardened steel, as it reduces the risk of tool deflection and breakage compared to a full-flute cutter.
Q: Can this tool cut both UNC and UNF threads?
A: The tool has a 60° profile. However, since it has a fixed pitch (3 teeth), a specific tool is usually designed for a specific pitch range. Please check the pitch specification.
Q: What cutting parameters should I use for 60 HRC steel?
A: For 60 HRC steel, we recommend reducing the cutting speed (Vc) and feed rate (fz) by 20-30% compared to standard steel. Air blow is recommended to evacuate chips and prevent thermal shock.
Clients Benefits:
1. More revenue: due to our big stocks, tools cost can be controlled. With our competitive price, we can help you to make even more revenue but with lower cost.
2. No quality complain: By control quality from raw material to production process and 100% examed before shipment, so we can help you to keep away from any clients complain for quality issue.
3. One stop shop service: we have variety of cnc milling tools, cnc router bits and cnc drilling tools. You do not need to buy everywhere and pay shipping cost everywhere.
4. Increase clients conversion rate: with our technical and market experience, we can help you to generate more customer with even higher conversion rate.
5. Fast feedback: we offer 24 hours online service, any questions from you or your clients will be replied immediately, your clients will be happy, then you will be happy.
6. Cutomized tools: Customized tools can be provided acccording to your drawing and your work piece.
